Use Fine-Pitch Board-to-Board Connectors to Optimize System Packaging
Contributed By DigiKey's North American Editors
2020-03-31
Single board solutions save space by putting all of the electronics of a system onto one small, presumably lower cost, pc board. In the case of single board computers (SBCs), designers must work hard to fit as much processing power, functionality, and I/O as possible onto that circuit board. However, the reality is that there are many instances in industrial, consumer, and medical applications in which a single board is not the best solution, and so multiple pc boards are needed. This is where board-to-board (BTB) connectors become really important.
Despite all the design effort that might go into designing the multiple boards of a system, not giving due consideration to the right BTB connector can completely undermine the design. This can happen either up front due to form factor problems or signal integrity issues, or later in the field due to in use (or abuse) failures.
This article will look at the design issues which drive the need for BTB connectors, and the factors that designers must consider when selecting BTB connectors from the wide range of available options. These include circuit performance, production requirements, usage model, ease of repair, the types of signals, connector size and number of contact positions, radio frequency interference (RFI) and electromagnetic interference (EMI), just to mention a few. It will by way of example introduce example BTB connector solutions from Phoenix Contact to show how they can solve designers’ board connectivity problems.
Why use BTB connectors?
There are at least ten design, production, and marketing situations where using two or more interconnected pc boards rather than a single one makes sense:
- Where form factor constraints limit the overall size of a single, larger board approach, and a three-dimensional arrangement is needed to take advantage of available package depth.
- Where it is unacceptable to place low-level, highly sensitive analog I/O or RF circuits near high-speed, noisy digital circuits.
- Where high voltages are present, and good engineering practice as well as regulatory standards mandate separation.
- Where thermal concerns require placing hotter components in a separate location for improved dissipation and thermal management.
- Where a given circuit subsection may be used or reused across multiple versions of a product, such as a core processing board which is paired with basic multiline user display and pushbuttons, as well as with a more sophisticated graphic touchscreen for different models of an alarm or sensor system.
- Where production requires special components, such as power devices and heatsinks that call for a special manufacturing/assembly process or manual insertion, while the rest can use automated insertion and soldering.
- Where the vendor expects to upgrade one function in a system, such as the processor and memory, but wants to leave the analog function unchanged for technical confidence and cost amortization.
- Where field experience indicates that one part of the system, such as outward-facing I/O, is more likely to need field replacement, while internal core functions such as processor and memory will have a longer mean time to failure (MTTF).
- Where some components need thicker PC board material and heavier copper cladding, such as for power components.
- Where EMI/RFI considerations and concerns mandate separation between functions, and perhaps even RF shielding of part of the circuitry.
It’s clear that there are many legitimate design, production, and support reasons for choosing or insisting on using multiple pc boards. Among the applications for which this occurs are industrial control systems, motor controls, programmable logic controllers (PLCs), alarm and security units, medical systems such as portable X-ray or ultrasound machines, and devices with different human-machine interfaces (HMI) (Figure 1).
") Figure 1: Many products either benefit from, or absolutely need, one or more pc boards making BTB connectors necessary, but they must be selected carefully. (Image source: Phoenix Contact)
Figure 1: Many products either benefit from, or absolutely need, one or more pc boards making BTB connectors necessary, but they must be selected carefully. (Image source: Phoenix Contact)
How to select a BTB connector
Once the decision to use two or more connected pc boards is made, designers must choose suitable BTB connectors. In nearly all cases, it’s not just a matter of finding a single connector pair with the right basic specifications which drives this decision. Instead, it is prudent to first identify a family of fully compatible connectors with different BTB options, so the design choice is not constrained in advance.
A quick glance at the variety of connectors offered by even a single broadline vendor may make the decision process seem overwhelming, but it is really not so. As designers focus on their priorities, constraints, and “must haves,” the choice of which specific connectors to use usually becomes reasonably small. Further, the availability of so many connector styles means that designers can find a pairing which optimally balances the unavoidable technical tradeoffs with minimal compromise.
Designers can use sophisticated computer-aided design (CAD) tools to model the possible physical configurations and possible BTB orientations including mezzanine, mother-daughter, and coplanar, as well as unconstrained via ribbon cables (Figure 2). But there’s no need to “jump to CAD,” as less sophisticated techniques can also be very effective for initial evaluations and have been successfully employed, including using cardboard mockups of various board sizes and arrangements.
 Figure 2: Board-to-board connections can have a variety of orientations and arrangements including mezzanine, mother-daughter, coplanar, and unconstrained ribbon cables. (Image source: Phoenix Contact)
Figure 2: Board-to-board connections can have a variety of orientations and arrangements including mezzanine, mother-daughter, coplanar, and unconstrained ribbon cables. (Image source: Phoenix Contact)
Explore degrees of freedom
Beyond basic orientation, the availability of so many connector versions gives designers layout and placement options. For example, the designer may choose to use two smaller BTB connectors, each with fewer positions, rather than one connector with more positions. Doing so may simplify board layout and eliminate the need for some signals to traverse the entire length of the pc board.
For example, the Phoenix Contact FINEPITCH 1.27 series (1.27 millimeter (mm) pitch) is available with 12, 16, 20, 26, 32, 40, 50, 68, 80 position versions. Note: 1.27 mm is exactly 0.05 inches, or 50 mils, a common pitch). Consider two vertical female connectors in the series: the 26-contact 1714894 which has a width of 21.6 mm, and the otherwise identical 12-contact 1714891 with a width of 12.71 mm, a little over half that of the 26-contact version (Figure 3).
Using these two smaller connectors at different locations of the pc board incurs a negligible footprint penalty, one which is often outweighed by the reduction in space needed for pc board traces as well as improved signal integrity. Similarly, the Phoenix Contact FINEPITCH 0.8 series (0.8 mm pitch) comprises a series of connectors with 0.8 mm pitch beginning with the 12-position, 9.58 mm long 1043682 connector receptacle and extending to 80 positions (Figure 4).
 Figure 3: The smallest connector in the FINEPITCH 1.27 mm series is this 12-position 1714891 version with a long-axis width of 12.71 mm. (Image source: Phoenix Contact)
Figure 3: The smallest connector in the FINEPITCH 1.27 mm series is this 12-position 1714891 version with a long-axis width of 12.71 mm. (Image source: Phoenix Contact)
 Figure 4: The Phoenix Contact FINEPITCH 0.8 series of connectors features 0.8 mm pitch, with the smallest member being the 12-position 1043682 with a 9.58 mm length. (Image source: Phoenix Contact)
Figure 4: The Phoenix Contact FINEPITCH 0.8 series of connectors features 0.8 mm pitch, with the smallest member being the 12-position 1043682 with a 9.58 mm length. (Image source: Phoenix Contact)
Another issue is connector height, allowing designers to ensure that two aligned, parallel boards mate and fit within the enclosure, with each board in an optimum location. A processor board could be attached to the back of the product housing while a second board with the user display and buttons could sit flush against the front panel.
For this reason, connectors are available with identical position count, length, and width, but with one key difference: their heights. By mixing different heights, a wide range of inter-board spacings called stack height can be supported. For example, vertical female connectors in the Phoenix Contact FINEPITCH 1.27 family are available with two heights of 6.25 and 9.05 mm, while the mating vertical male connectors are offered with 1.75 and 3.25 mm heights.
In addition – and this is critical – the mated pair has a “wipe length” of 1.5 mm while maintaining reliable surface contact wipe length of 0.9 mm. As a result, there is a continuous, non-stepped range of available board-to-board spacing from 8.0 to 13.8 mm (Figure 5). Using a similar scheme, the Phoenix Contact FINEPITCH 0.8 family of connectors, with different heights and wipe lengths than the FINEPITCH 1.27 family, supports a continuous range of 6 to 12 mm. As an additional benefit, the inherent flexibility in BTB mating distance also loosens assembly tolerances in production.
 Figure 5: Due to the available discrete heights of the male and female connectors in the FINEPITCH 1.27 series and their long wipe length, the actual BTB stack height can be anywhere from 8.0 to 13.8 mm. (Image source: Phoenix Contact
Figure 5: Due to the available discrete heights of the male and female connectors in the FINEPITCH 1.27 series and their long wipe length, the actual BTB stack height can be anywhere from 8.0 to 13.8 mm. (Image source: Phoenix Contact
Supporting EMC and RF needs
High-density, multiple contact BTB connectors are expected to support bandwidths that go far beyond power and lower frequency signals, thus minimizing the need for multiple discrete cable assemblies where each cable supports a single signal. Connector performance into the gigahertz range, along with the ability to maintain signal integrity at these frequencies, are critical parameters. At the same time, there are electromagnetic compatibility (EMC) considerations to ensure that the high-speed signals in the connector are not affected, nor affected by nearby signals.
Some connector families are uniquely designed to meet bandwidth and EMC considerations. For example, the Phoenix Contact FINEPITCH 0.8 series supports data rates to 16 gigabits/second (Gbits/s) and includes multiple connector-to-connector shielding paths when mated (Figure 6), resulting in excellent EMC properties (Figure 7).
 Figure 6: The FINEPITCH 0.8 series includes multiple connector-to-connector shielding paths when mated for enhanced shielding. (Image source: Phoenix Contact)
Figure 6: The FINEPITCH 0.8 series includes multiple connector-to-connector shielding paths when mated for enhanced shielding. (Image source: Phoenix Contact)
 Figure 7: This image of the electric field around a FINEPITCH 0.8 series connector shows the performance of its shielding; dark blue indicates an electric field strength of 0 to 0.1 volt/meter (V/m) while deep red is 1.0 V/m. (Image source: Phoenix Contact)
Figure 7: This image of the electric field around a FINEPITCH 0.8 series connector shows the performance of its shielding; dark blue indicates an electric field strength of 0 to 0.1 volt/meter (V/m) while deep red is 1.0 V/m. (Image source: Phoenix Contact)
S-parameters are available for these connectors to support high fidelity RF signal path modeling, along with data on insertion loss, far‑end crosstalk (FEXT) which is measured on the receiver side, and near‑end crosstalk (NEXT) measured on the transmitter side (Figure 8).
 Figure 8: Connectors for high data rates such as the FINEPITCH 0.8 series include graphs of (left) insertion loss and (right) near‑end crosstalk to 10 GHz. (Image source: Phoenix Contact)
Figure 8: Connectors for high data rates such as the FINEPITCH 0.8 series include graphs of (left) insertion loss and (right) near‑end crosstalk to 10 GHz. (Image source: Phoenix Contact)
Going beyond the obvious
Despite the apparent simplicity of the connector function, the selection of a suitable connector family also requires other considerations. Among these are:
- Compatibility with standard, high-volume production processes (loading and soldering), which also demands a high degree of connector coplanarity across the entire body, typically better than 0.1 mm.
- Number of insertion cycles for which performance is guaranteed even as the contact surface plating wears down after repeated cycles; 500 cycles is considered the highest level of performance. The Phoenix Contact FINEPITCH 0.8 family maintains contact resistance of less than 20 milliohms (mΩ), while their FINEPITCH 1.27 family is still below 25 mΩ after 500 cycles (per IEC 60512-2-1:2002-02).
- There’s also the reality of radial and angular misalignment when two boards and their connectors are mated.
The latter point, misalignment, is simply a reality that designers need to factor in. In a perfect world, the center lines of the male and female connectors would be perfectly centered and have no tilt with respect to each other. Given the tiny dimension of these fine-pitch connectors, it may seem that no such mismatches are allowable, but a good connector design accommodates some mismatch for both parameters.
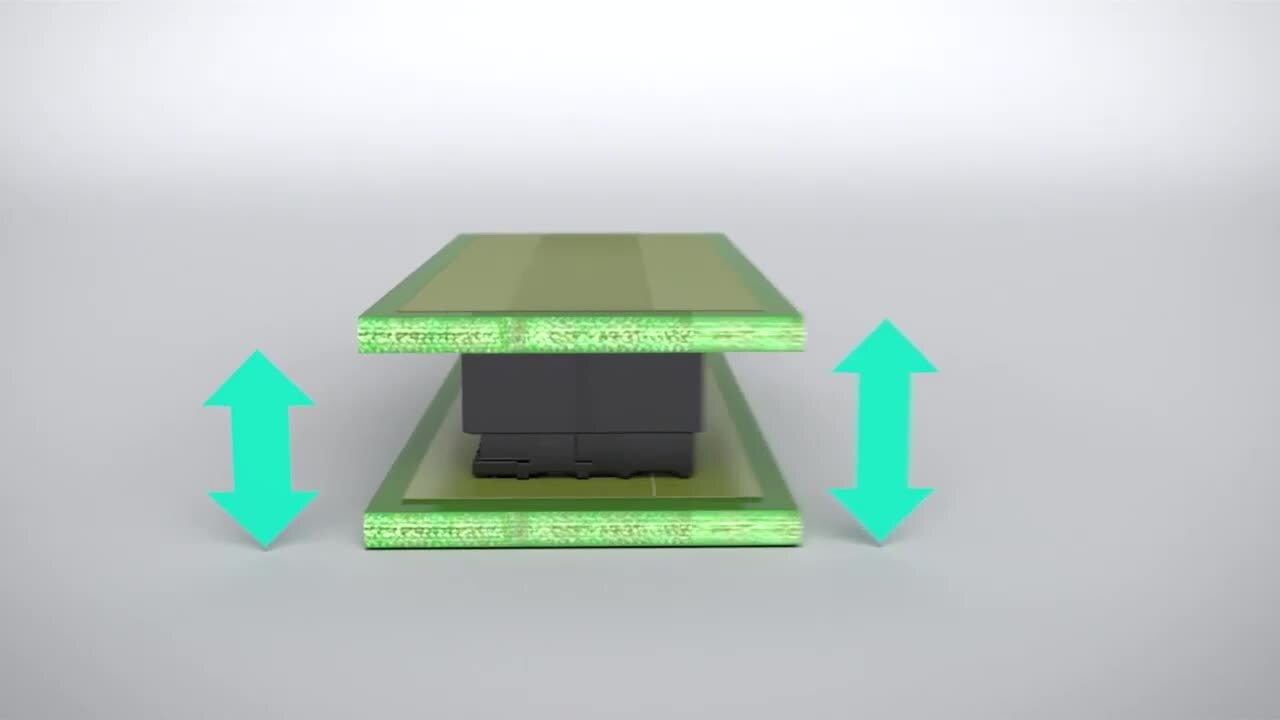
The ScaleX technology of the FINEPITCH 0.8 and FINEPITCH 1.27 series does a good job of factoring in this reality by providing a housing geometry that does more than just protect the contacts against damage in the event of mismatching. It also offers corresponding tolerance compensation with a center offset of ±0.7 mm and an inclination tolerance of ±2°/±4° along oblique and longitudinal axes, respectively (Figure 9).
 Figure 9: Real-world alignments are never perfect, so the FINEPITCH 0.8 mm and FINEPITCH 1.27 connectors tolerate oblique and longitudinal angular misalignment up to ±2°/±4°, respectively, and off-center radial misalignment up to 0.7 mm. (Image source: Phoenix Contact)
Figure 9: Real-world alignments are never perfect, so the FINEPITCH 0.8 mm and FINEPITCH 1.27 connectors tolerate oblique and longitudinal angular misalignment up to ±2°/±4°, respectively, and off-center radial misalignment up to 0.7 mm. (Image source: Phoenix Contact)
What you can’t see is also important
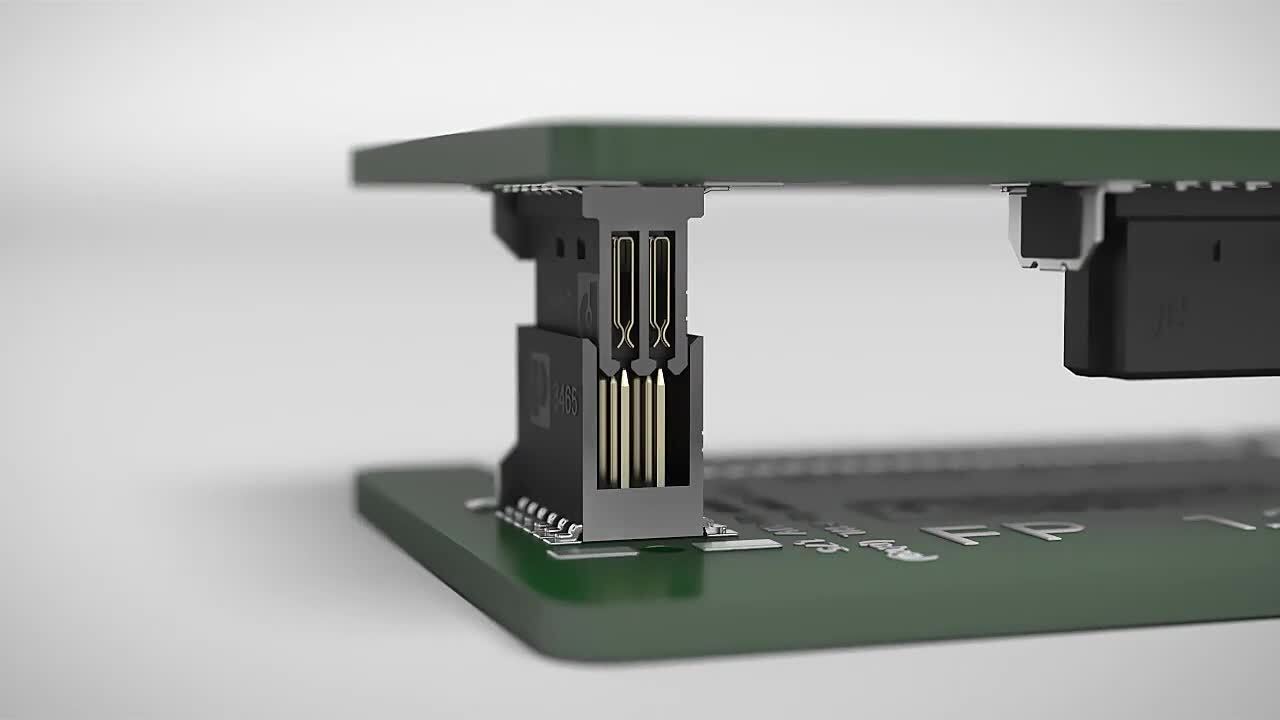
While connectors do not have the nanometer process dimensions of integrated circuits, their contacts are mechanical structures with tiny elements, tight tolerances, and ultrathin precious and nonprecious metal plating, while their bodies are also precision moldings. Given the size of the metal contact area and the way these contacts are “buried” in the housings, it’s not possible to see what it takes to create a highly reliable contact zone.
At these dimensions, it takes sophisticated design combined with the ability to implement it in high-volume manufacturing on a micro-element scale. That’s why the FINEPITCH 0.8 series with ScaleX technology features a unique double contact. When mated, its contacts—a male element and a female element—enable vibration-proof connection in a very confined space. The contacts also have gull wing solder pins, which are optimal for automatic soldering processes.
When boards can’t connect directly
Although direct BTB placement and connection is an attractive option, there are situations where it is not possible for two or more pc boards to match up and mate directly via BTB connectors. This may be due to the form factor of the overall product package, the shape of the boards, electrical and electronic considerations when siting a board, or thermal issues.
To accommodate these situations, the Phoenix Contact FINEPITCH 1.27 series also offers female insulation displacement connectors (IDCs) that can be used with flat cables. Using these flexible, flat ribbon cable connections between two pc boards enables them to be physically but not electrically separated, and the boards do not have to be parallel or at right angles to each other. As with the BTB connectors, these are offered in the full range of 12 through 80 positions; the Phoenix Contact 1714902 is the free-hanging 12-position version (Figure 10). A panel mount version is also available.
 Figure 10: IDCs, such as the 12-position 1714902 free-hanging connector from the FINEPITCH 1.27 series, allow for use of flexible cable in configurations where direct BTB contact is not possible—or desirable. (Image source: Phoenix Contact)
Figure 10: IDCs, such as the 12-position 1714902 free-hanging connector from the FINEPITCH 1.27 series, allow for use of flexible cable in configurations where direct BTB contact is not possible—or desirable. (Image source: Phoenix Contact)
The flat cable for the IDC BTB arrangement is also a highly engineered product with AWG 30 (0.06 mm²) Litz wire conductors and a choice of three insulation types: basic PVC (-10°C to +105°C), high temperature (-40°C to +125°C), and a halogen-free version. The latter is required by code for some installations to suppress fire, and also form a “char” coating which reduces emission of poisonous carbon gases and visibility-reducing smoke and carbon particles.
Since there are five distinct cable orientations and connector arrangements (Figure 11), nine connector sizes supporting between 12 and 80 positions, flexible cable lengths from a fairly short 5 cm (~2 inches) to a much longer 95 cm (~37.5 inches), and three available insulation types, there are over 10,000 possible permutations encompassing these options. It’s impractical to stock all of these, so these IDC cable assemblies are manufactured as needed using the desired connector/cable pairing and configuration.
 Figure 11: Shown are three of the available five arrangements and orientations for the connectors of an IDC cable, offering designers maximum cable placement flexibility and minimum restrictions by simplifying cable runs and placements. (Image source: Phoenix Contact)
Figure 11: Shown are three of the available five arrangements and orientations for the connectors of an IDC cable, offering designers maximum cable placement flexibility and minimum restrictions by simplifying cable runs and placements. (Image source: Phoenix Contact)
Conclusion
Connectors and interconnects are critical elements of a complete design that need due consideration up front. When multiple pc boards are used, BTB connectors offer a convenient, reliable, high-performance technique for connection between two or more boards in a variety of arrangements.
The nuances and complexity of these connectors are often understated, but as shown, precision engineered BTB connectors such as the FINEPITCH 0.8 and FINEPITCH 1.27 series from Phoenix Contact offer high interconnect density, superior mechanical performance, compatibility with production processes and flow, and electrical performance that meets the data rate and EMC requirements of today’s sophisticated product designs.
Disclaimer: The opinions, beliefs, and viewpoints expressed by the various authors and/or forum participants on this website do not necessarily reflect the opinions, beliefs, and viewpoints of DigiKey or official policies of DigiKey.